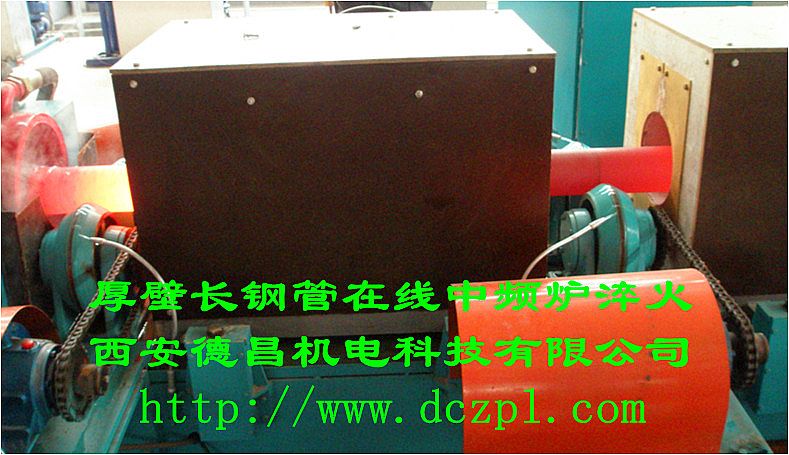
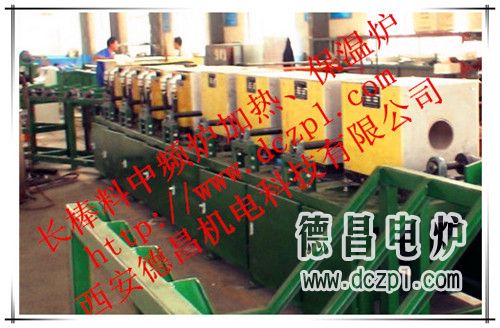
钻铤中频炉调质生产线

 目前钻铤热处理设备主要采用两种加热方式,一种是步进燃气炉加热,另一种是感应炉电加热;电加热感应炉也分为两种型式,工频感应加热炉和中频感应加热炉。
目前钻铤热处理设备主要采用两种加热方式,一种是步进燃气炉加热,另一种是感应炉电加热;电加热感应炉也分为两种型式,工频感应加热炉和中频感应加热炉。
步进燃气炉,因为投资较大,很少被生产厂家采用。
电加热感应炉,早期主要是采用工频感应炉,但随着中频技术的日益成熟,中频感应加热炉已被大多的生产厂家选用并被用户所认可。
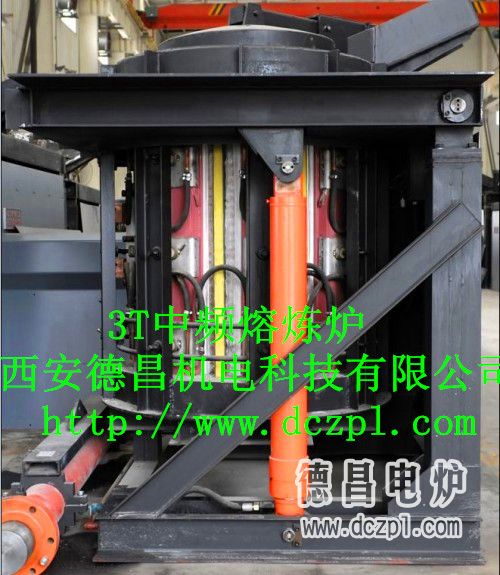
中频感应炉优点:占地面积小、设备投资少、加热效率高、操作简单、运行稳定、维修方便等。西安德昌机电科技有限公司是专业从事中频感应加热设备的厂家,目前为国内多家企业设计制造的钻铤和钻杆热处理设备正在稳定的运行。
我公司设计制造的钻铤中频调质设备与其它厂家生产的同类产品相比,具有以下性能方面的优点:
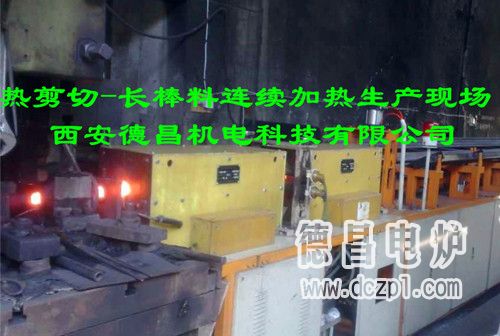
1) 多级连续加热方式,采用多台电源多点控制、加热分区可控。可实现真正意义上的温度闭环控制,从而实现控制温度准确性。后端电源可弥补单台大功率电源对钻铤加热的温度不均的缺陷,从而保证温度均匀性。
2) 控制系统能够对每个工件在调质过程中的参数进行全过程追踪,并能够记录、存储。
3) 加热温度可控,调节灵活,使钻铤被加热的温度可根据工艺自由调整。
4) 传输线的传动平稳、速度可调,加热工件均匀,加热后的工件变形量小。
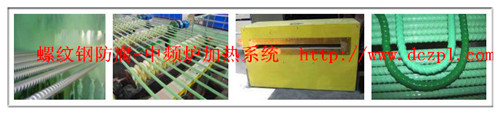
5) 感应器拆装方便,上下左右可调。
6) 完善的内喷淋系统可加快内孔冷却速度从而提高淬火质量。使内外淬硬层均匀并防止内孔进水。
7) 该套设备具有自动化程度高、故障率低、各种安全保护设施齐全、能耗低、效率高、操作简单、维修方便,普通操作者就能胜任的优点。
热处理工艺参数:
淬火温度:850℃~950℃ ,整体淬火温差 ≤±5℃(轴向表面温差必须满足机械性能要求)
回火温度:550℃~650℃ ,整体回火温差 ≤±5℃(轴向表面温差必须满足机械性能要求)
淬火+回火的加热温度保证
※ 采用多台电源控制,升温方式为梯度升温,并加有独立的保温段,使整个加热过程升温平稳,避免局部过烧。确保芯表温差在工艺要求范围内。
※ 第三台电源设置独立的温度闭环控制,确保最终出料端出料温度在热处理工艺范围内。
※ 每台电源的功率和感应器加热工件温度均可调整。确保工件因材质不同可对热处理工艺及时调整,使工件加热温度具有灵活调整性。
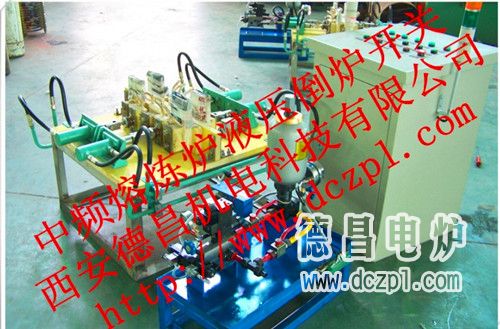
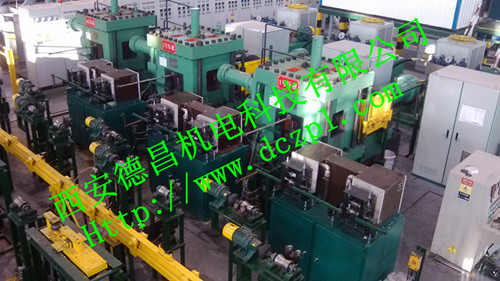
设备组成:储料架→上料系统→进料传送系统→中频电源柜(三台)→加热感应器(五台)→控制系统→测温系统→加热区传送辊道→外喷淋系统→内喷淋系统→内喷淋台车→出料传输辊道→出料系统及储料架→冷却水→液压系统。
德昌电炉信奉着一句话:客户就是上帝。因此,德昌电炉不仅注重其产品质量,也很注重服务质量。本着对客户负责的态度,德昌电炉为您提供中频炉的日常维护知识,希望能够帮助您顺利解决一些常见故障。若在使用过程中遇到不能解决的问题,欢迎来电来函进行咨询。
注:中频炉相关资料请来函来电索取,或参阅公司官网http://www.dczpl.com查询