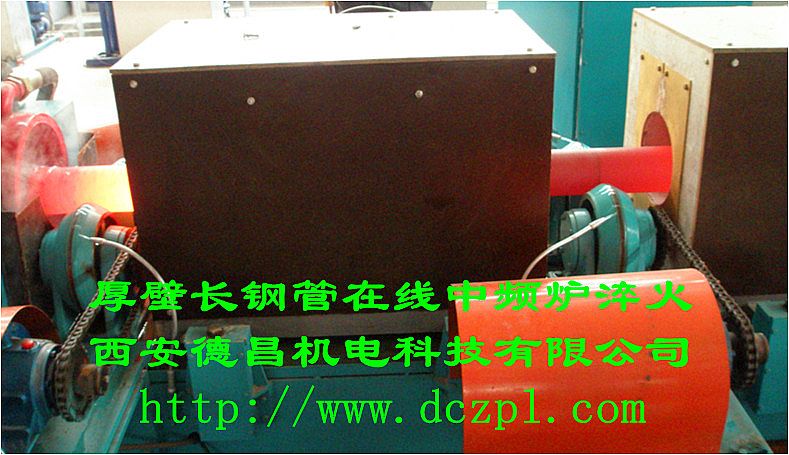
钻杆焊缝热处理中频炉设备

石油钻杆是石油锃井的主要钻采工具。钻杆一根约长10米,它由钻杆接头和杆体焊接而成。钻杆在钻井过程中承受巨大的扭转,拉压疲劳负荷,并遭受泥浆的侵蚀。在工作中很容易在焊接部位发生断裂。造成巨大的损失。在钻杆生产中采用摩擦焊将接头和焊体进行焊接,然后对焊缝区进行特殊的热处理,工艺可显著提高钻杆寿命,彻底防止了钻杆在钻井时因焊接部位断裂而造成的重大事故。钻杆热处理的焊缝区可达到与钻杆本体强度相近的水平,可满足美国API标准所要求的E、X、G和S级的强度级别。
普通钻杆和加重钻杆
钻杆是钻柱的主要组成部分,上面连着方钻杆,下面连着钻铤,其作用是传递扭矩,使钻头向下钻进,加深井眼。钻杆管体与接头摩擦对焊后,在焊缝处的组织可能不均匀,热影响区具有过热组织和魏氏组织,造成很大的内应力。魏氏组织及晶粒粗大能显著降低钢的塑性和冲击韧性,而带状组织使钢的机械性能出现各向异性,断面收缩率较低,尤其是横向冲击韧性较低,所以必须对其进行热处理来改善其性能,以达要求。目前世界上对钻杆焊缝热处理的成熟工艺为完全退火、调质处理(即淬火加回火)。
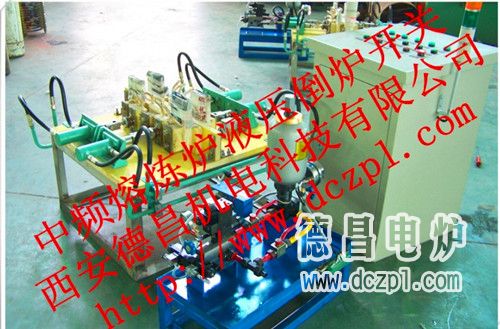
目前当今具有国际水准的先进钻杆生产线是引进美国MTI公司惯性摩擦焊机,材质采用AISI4137H优质合金钢。钻杆焊缝采用惯性摩擦焊,其工艺是一种固态的焊接方法,工艺参数可预先设置,整个焊接过程的工艺参数由计算机实时监控。热处理设备加热方式为中频感应加热,控制系统采用德国西门子公司的S-7/PLC系统,整个焊缝温度实行闭环控制。焊区热处理后严格按照API SPEC 7产品规范进行磁粉探伤、超声波探伤、表面硬度、同轴度和力学性能检测。
A、焊缝消除应力回火加热:加热温度:500℃(200Hz)
完全退火就是将工件加热到Ac3以上20-30℃之间,保温后在空气中进行冷却,最终得到珠光体组织。通过完全退火,组织发生重结晶,使钢的晶粒细化,组织均匀,魏氏组织难以形成,并能消除带状组织,从而改善钢的性能,为淬火做好组织准备。
B、焊缝淬火加热(喷淋淬火):加热温度:800-900℃(1000Hz)
淬火即将钢加热到Ac3或Ac1以上一定温度,保温后以大于临界冷却速度的速度冷却得到马氏体(下贝氏体)的热处理工艺,其主要目的是使奥氏体化后的工件获得尽量多的马氏体并配以不同的温度回火以获得所需要的性能
C、焊缝淬火后回火加热:加热温度:570-600℃(200Hz)
淬火后将进行高温回火处理,回火是将淬火钢在Ac1以上温度加热,使其转变为稳定的回火组织,并以适当的方式冷却到室温的工艺过程。其主要目的是减少或消除淬火应力,保证相应的组织转变,提高钢的韧性和塑性,获得硬度、强度、塑性和韧性的适当配合,以满足各种用途工件的性能要求。高温回火温度约为500-650℃,回火组织为回火索氏体。
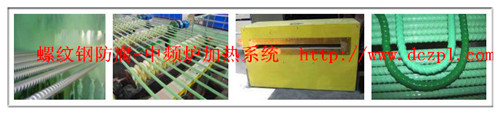
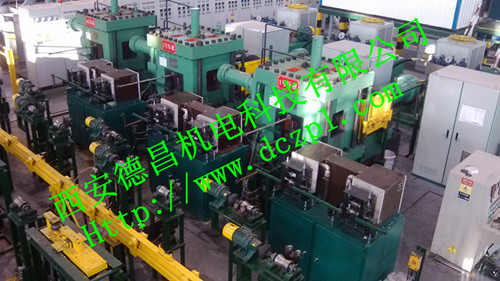
热处理采用三次加热,用三台电源分别加热。
配置特点:
采用三台独立的中频加热设备,可实现连续化流水作业,加热温度可调、可控,能保证产品质量达标率100% 。
单电源的控制方式可确保适应各种加热工艺制度,便于用户重新制订或修改加热温度和工艺制度,并可保证对每根钻杆在淬火、回火加热区域和温度影响区的准确控制,不会出现因单电源多功位加热造成的温度不匀。
功率、温度控制方式:
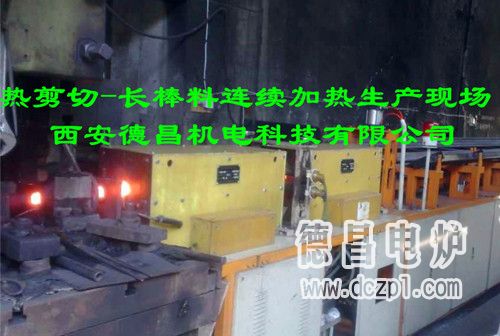
钻杆在焊接工艺中,热处理过程对焊接的质量起了重要的作用。目前主要采用中频感应加热方式,中频电源输出功率由操作工手调电位器给定,加热时间由人工计时。由于电源波动、环境温度变化和人为因素干扰,往往使实际温度和加热时间不能达到设定要求,导致焊接质量不稳定,影响钻杆强度。
因此,钻杆对焊热处理工艺自动化控制系统。要求该系统对钻杆升温、保温的全过程实现闭环控制,克服人工手动调节所造成的不稳定性,在电源波动、环境温度等外界条件变化的情况下,仍能使温度在基本无超调的情况下达到一定的控制精度,并且设定温度和控制时间在一定范围内可调,为生产者探索最佳工艺过程提供一个有用的技术平台。
热处理的控制量是中频电源的运行功率。由于电源波动、环境温度变化、因钻杆的粗细和型号不同而引起的中频电源负载变化等因素,都会对中频电源的加热效率有影响;同时,在进入保温阶段后钻杆温度仍然存在一定的波动,因此,采用一般的控制方法,难以实现保温阶段的稳定控制。
控制系统对钻杆退火加热、保温,钻杆淬火加热、淬火保温,回火加热、回火保温的全过程实现闭环控制。在温度检测环节采用红外测温仪实时检测钻杆温度。为使淬火升温和回火保温两个不同阶段都能准确得到钻杆的实际温度,使用单色测温仪准确测量物体在不同辐射率下的温度。设定温度可在400℃~1000℃范围内调整,设定升温时间在30s~150s变化。系统具有较强的稳定性和过渡响应性能,在参数调整和环境变化时体现出极强的自适应能力,为用户探索最佳工艺过程提供了有利条件。
德昌电炉信奉着一句话:客户就是上帝。因此,德昌电炉不仅注重其产品质量,也很注重服务质量。本着对客户负责的态度,德昌电炉为您提供中频炉的日常维护知识,希望能够帮助您顺利解决一些常见故障。若在使用过程中遇到不能解决的问题,欢迎来电来函进行咨询。
注:中频炉相关资料请来函来电索取,或参阅公司官网http://www.dczpl.com查询