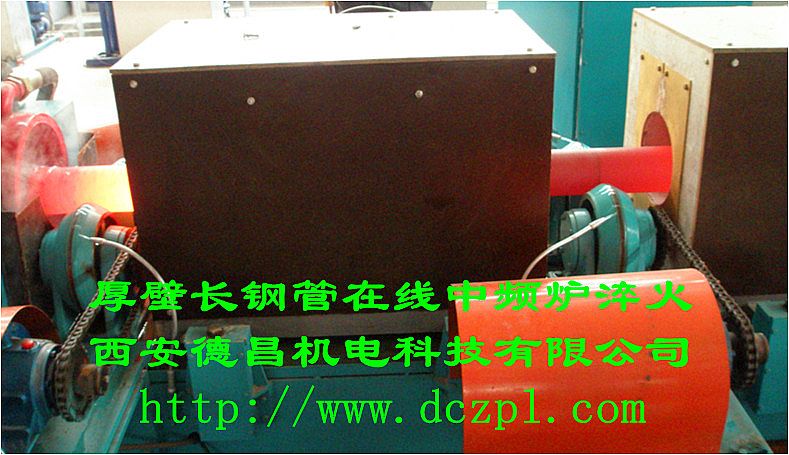
油管加厚局部加热中频透热炉

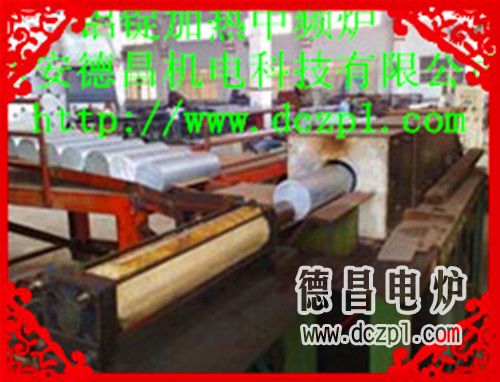
油管端部加热主要是配合平锻机进行钢管端部墩粗,主要步骤是将钢管的端部加热后,通过平锻机将管端进行外加厚。
加热次序根据加厚的工艺,最好采用两次加热和三次加热。管端加热的质量是本工序的重要环节。
本方案采用两次加热,一次成型方式
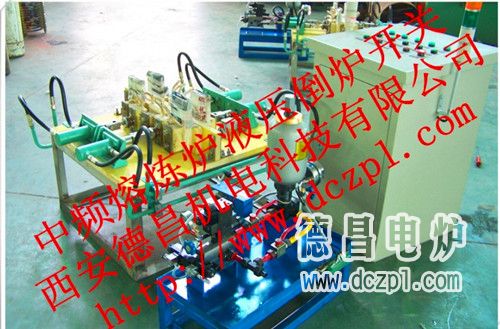
一台220KW中频电源,一台180KW中频电源和两台独立的感应器进行管端加热。
一次加热和两次加热工艺对比:
一次加热其加热效果不稳定,主要原因加热温度不均匀,易造成局部瞬时高温,温度梯度大。
(1)高功率密度的升温阶段和(2)管端超过极速升温点的均热阶段,均在一台感应器中完成,使管端的升温质量在一定的节拍内不好控制,经常出现端部过烧,温度不规则梯度状态,从而影响了加热质量。端部过烧现象主要是因为中频加热原理中的端头效应产生。
采用两次加热方式,可以解决上诉存在问题。
1号炉利用一台中频电源配备一台加热感应器,进行钢管高密度加热(钢管预热升温至700-850℃),详细加热温度应工艺最终确定。
2号炉一套中频电源和感应器,并在感应器侧部安装一台测温仪,1号炉加热后的管端送入2号炉继续加热,其加热程序为:升温、均整、到温(1180℃)。到温后的钢管送入平锻机。
解决端部过烧方式:
一般来说,在油管平锻过程中,主要采用的是外加厚,管端过烧可直接影响工件的加厚质量。在平锻机加厚的工艺理想状态为:管端的加热温度应有一定的纵向温度梯度,端部应低于加热尾端20~30℃为理想状态。为解决端部过烧,我们主要采取以下两种方案:
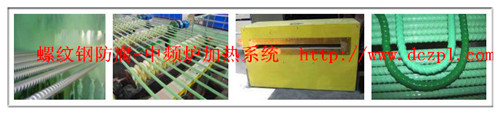
(1)钢管在第1号炉加热时,将管端略伸出加热段,使其有一定温差,在第2号炉感应器加热带完全覆盖加热到温。
(2)借鉴国外设备的经验,在2号感应炉末端增设瓷屏蔽装置,使其感应器磁力线回收,并在锁磁装置中进行水冷,从而保证端头温度略低于感部温度。
各工部加热温度范围由乙方根据工件加热工艺要求最终确定。
德昌电炉信奉着一句话:客户就是上帝。因此,德昌电炉不仅注重其产品质量,也很注重服务质量。本着对客户负责的态度,德昌电炉为您提供中频炉的日常维护知识,希望能够帮助您顺利解决一些常见故障。若在使用过程中遇到不能解决的问题,欢迎来电来函进行咨询。
注:中频炉相关资料请来函来电索取,或参阅公司官网http://www.dczpl.com查询