西安德昌机电科技有限公司 地址:西安市沣东新城三桥街办沣惠路17号 电话/传真:029-84527288 手 机:15091099983|15332469262|13359272132 电子邮箱:xadechang@163.com 公司网址:http://www.dczpl.com 腾 讯QQ:474918312|1779349680
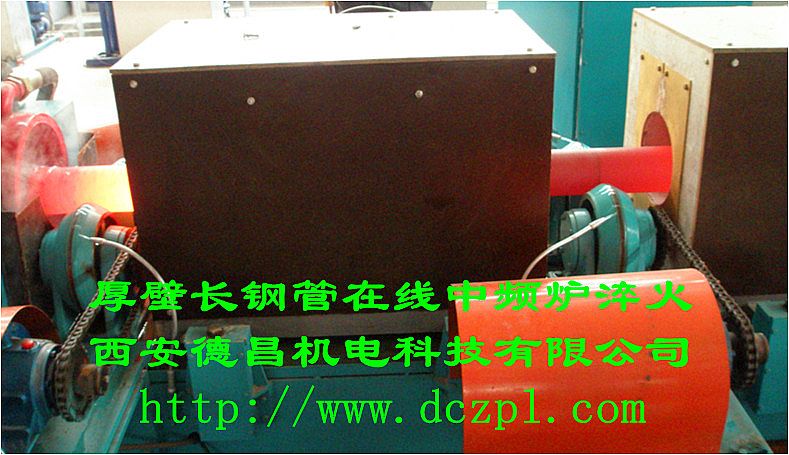
钢坯连铸连轧感应炉
上一篇:中频熔炼炉线圈的修补
下一篇:中频淬火炉感应器核心设计、制造注意事项
二维码: