


西安德昌机电科技有限公司
地址:西安市沣东新城三桥街办沣惠路17号
电话/传真:029-84527288
手 机:15091099983|15332469262|13359272132
电子邮箱:xadechang@163.com
公司网址:http://www.dczpl.com
腾 讯QQ:474918312|1779349680
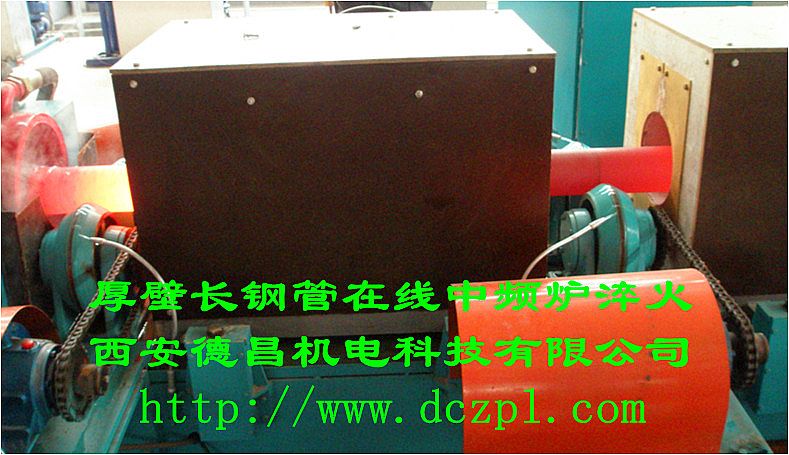
供应连铸坯在线补温中频透热炉
传统的轧钢工艺为炼钢炼出的钢坯经堆垛冷却后,运至轧钢厂,再经加热炉进行加热后轧制成钢材。此工艺有二方面的缺陷:
1、 钢坯从炼钢连铸机拉出后在冷床上有700-900℃的温度,钢坯潜热没有得到有效利用。
2、 钢坯经加热炉加热后,钢坯表面由于氧化损失达1.5%左右。
轧钢车间节能减排技术改造项目针对上述问题实行连铸连轧,但采用蓄热式加热炉加热第2点缺陷,仍存在。为了充分节约能源,新工艺采用感应加热对连铸坯进行在线提温和均温加热。

一、 工艺参数
1、 连铸坯尺寸:6000(长)×150(宽)×150(厚)
2、 在线速度最高15m/min,速度调节范围为9~15m/min,每条钢坯的速度是恒定不变的。
3、 温度分布
(1)、连铸坯截面温度区域分布特点,内部温度属于高温区域,温度为1100℃;外部为低温区,温度为800℃,低温区为需要提升300℃的部分。
(2)、连铸坯头尾温度分布特点,通常头部温度比尾部温度低约50℃。
4、 用户需确保翘头: 30mm;镰刀弯:<30mm
二、 方案设计:
1、提温能力:整条坯加热到1100℃;
2、均温能力:通过感应加热炉后,保证钢坯的温度均匀性好于加热前的自然状态;
3、中频电源
a)按照工艺指标,在1分钟内从800℃升高到1100℃,所需加热功率取整为5700KW;
b)理论计算吨坯的耗电量为38度(如加温200摄氏度,吨坯的耗电量为25度);
c)为保证加热炉连续工作的可靠性,我们将5700KW中频电源分成2台设备,每台5700KW,1用1备;
d)中频电源参数性能表:

4、 感应加热炉:
a) 根据电源的数量设置,确定采用四台感应炉(二用二备),两台组成一套,由一台中频电源供电;
b) 每套两台置于3只夹送辊之间,辊间距2.6米,入口朝来坯方向需设置两组夹送辊,辊间距为1.6米,辊径约200mm。有效感应器长度约1米,感应器总长度为1.2米;
c) 感应加热炉内部空间:钢坯为150×150方坯,感应器内部也为圆角方孔,尺寸为280×280,耐火材料厚度20mm,钢坯四周与耐火材料净空间为45mm;
d) 沿加热炉辊道中心线应设计氧化皮冲洗沟,深度大于电缆沟,并单向放坡,在坡底拐弯引出辊道,进入氧化皮沉淀坑,定期打捞。
5、 钢坯在中速传动区的速度,必须满足从中速减至慢速的10米安全距离。保证钢坯在进入感应炉时速度已经降至慢速匀速状态。
6、 采用二点测温:入口匀速段距入口7米的位置,设一路测温仪,检测钢坯的温度,用以判断温度分布,并选择适合的中频电压,入口匀速段距入口1米的位置,设一路行程开关,用以启动中频电源升压加温。距离出口1米的位置设一路测温仪,用以显示加热后的温度。
7、 温度控制模式:
a) 采用简单的分段选择模式,将钢坯的温度以700℃为起点按50℃的步幅进行分段,各段对应不同的中频电压(通过现场试验设定各段对应的中频电压);
b) 举例而言,若钢坯温度在800-850℃范围时,选择中频电压为1600V;对应850-900℃的中频电压为1500V,对应900-950℃的中频电压为1400V,依次设定;
c) 根据(1)、(2)的控制方式,加热炉出口的钢坯温度理论上最多相差50℃,即温度范围在1050-1100℃;
d) 当感应炉空载(无钢坯)时,中频输出电压自动降低到能够稳定工作的最低幅度约为200V。
德昌电炉信奉着一句话:客户就是上帝。因此,德昌电炉不仅注重其产品质量,也很注重服务质量。本着对客户负责的态度,德昌电炉为您提供中频炉的日常维护知识,希望能够帮助您顺利解决一些常见故障。若在使用过程中遇到不能解决的问题,欢迎来电来函进行咨询。
下一篇:供应钢棒调质热处理中频炉