


西安德昌机电科技有限公司
地址:西安市沣东新城三桥街办沣惠路17号
电话/传真:029-84527288
手 机:15091099983|15332469262|13359272132
电子邮箱:xadechang@163.com
公司网址:http://www.dczpl.com
腾 讯QQ:474918312|1779349680
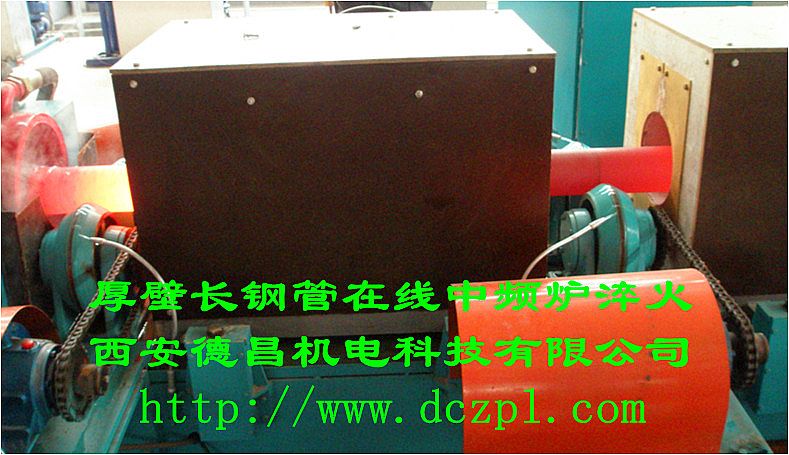
供应刮板局部感应加热中频炉
材料:45、40Mn2| 序号 | 项 目 | 单位 | 指 标 | 备注 |
| 1 | 装夹零件长度 | mm | 1300 | |
| 2 | 零件淬火移动距离 | mm | 300 | |
| 3 | 零件移动速度 | mm/s | 2~60 | |
| 4 | 移动定位精度 | mm | ±0.10 | |
| 5 | 变压器水平X\Y向调整距离 | mm | ±50 | |
| 6 | 变压器上下调整距离 | mm | 50 |
下一篇:供应钢环(齿环)立式中频加热炉