


西安德昌机电科技有限公司
地址:西安市沣东新城三桥街办沣惠路17号
电话/传真:029-84527288
手 机:15091099983|15332469262|13359272132
电子邮箱:xadechang@163.com
公司网址:http://www.dczpl.com
腾 讯QQ:474918312|1779349680
中频熔炼炉功率和频率的关系与选择
中频熔炼炉工作时, 感应线圈的磁场和流经熔化金属的电流两者共同作用下, 形成了作用于熔体顶部表面的力。因张力与重力方向相反, 故在其顶部形成如图1 所示的“驼峰”。驼峰高度h 用式(1)计算。
![]()
电磁搅拌形成h= (1)的驼峰状态式中 P ——电磁感应圈上的功率
d——金属熔液的直径
H ——感应炉内金属熔液的高度
G——炉内金属的总重量
P——炉内金属电阻率
f ——感应线圈频率
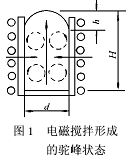
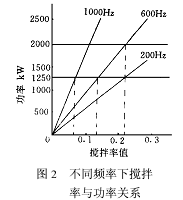
中频炉中液态金属的驼峰高度与电磁搅拌能力成线性关系。由式(1)可见, 驼峰高度h 与加在感应圈上的功率 P 成正比, 与其频率 f 的平方根成反比。所以, 欲提高感应炉的电磁搅拌能力, 不能只靠功率密度来达到; 而在一定功率下选择恰当的, 亦可得到相同的电磁搅拌效果。驼峰高度h 与金属熔液直径d 之比称之为搅拌率, 故可用 hd 之判断感应炉的熔炼质量。当熔化铁、钢、铜及铝时,数值依次是 01125~ 01250、01070~ 01125、01050~ 01150 及01100~ 01500 时, 熔炼效果最佳。图 2 为 2t 中频炉的搅拌率与功率在不同频率下的线性关系曲线。在熔炼铁时, 频率 200Hz、功率1250kW 所产生的搅拌效果, 与频率 600Hz、功率 2000kW 时搅拌效果相同; 但当同样采用功率1250kW , 频率600Hz 时的搅拌效果要远比用200Hz时小。熔炼铁、钢及不锈钢时, 所用最佳感应线圈频率分别是200Hz、600Hz 及1000Hz。
目前, 国内所生产的中频炉, 其电源频率均为1000Hz, 对于熔炼铁和钢来说, 搅拌能力较差。当炉料为冷料时, 下部炉料先熔化成铁液, 造成局部电阻减小, 而功率往这部分集中致使铁液过热; 如采用提高功率的方法加大搅拌能力时, 过热现象会更为严重。在订购国外设备时, 切勿忽视频率参数的选择, 以防商家通过减少电容器容量和感应圈圈数的方法提高频率, 以降低设备制造成本。
上一篇:中频透热炉冷却水问题
下一篇:感应加热在热处理领域的应用